
Principio de funcionamiento de las máquinas de flow pack: cómo funcionan realmente las flow pack horizontales
Centro de conocimientos sobre embalajes

Si busca soluciones de automatización de embalajes, póngase en contacto con nosotros y estaremos encantados de ofrecerle la solución más personalizada.
Una máquina de envasado flow wrap —también conocida como envasadora flow wrap horizontal o máquina de envasado tipo almohada— está diseñada para envolver productos individuales o agrupados en una película continua, sellar el paquete y descargar los paquetes terminados en un proceso sincronizado. Se utiliza ampliamente para galletas , productos de panadería , snacks, confitería, alimentos congelados , productos de consumo diario y muchos artículos no alimenticios , ya que combina alta velocidad, una apariencia de empaque estable y un gran potencial de integración con el encartonado y la automatización de final de línea .
A primera vista, el principio de funcionamiento de una envasadora flow-wrap parece sencillo: el producto entra, la película lo envuelve, se sellan y salen los paquetes. Sin embargo, en la producción real, la máquina solo funciona correctamente cuando varios sistemas se mantienen estables simultáneamente: alimentación del producto, desenrollado de la película, formación de la película, sellado longitudinal, sellado de los extremos, corte y sincronización de tiempos. Si alguna de estas secciones se desestabiliza, el resultado suele ser el mismo: arrugas, fugas en los sellos, posición de corte incorrecta, mala alineación de la impresión, atascos o reducción de la producción.
Para comprender cómo funciona realmente una envasadora flow-wrap, conviene dejar de pensar en ella como " una sola máquina " y, en cambio, verla como un proceso de envasado coordinado que gira en torno a dos flujos en movimiento: el flujo del producto y el flujo de la película.
1. Principio básico de funcionamiento de una máquina de envasado flow wrap
El principio fundamental del envasado flow wrap es el empaquetado continuo. Los productos avanzan por una cinta transportadora mientras la película de embalaje se desenrolla simultáneamente, se guía alrededor del producto, se sella y se corta en paquetes individuales. A diferencia de algunos sistemas de envasado intermitente que detienen el movimiento del producto en ciertas estaciones, una envasadora flow wrap está diseñada para mantener tanto el producto como la película en movimiento a un ritmo controlado.
En un ciclo de envoltura de flujo horizontal estándar, el proceso se puede entender en seis etapas básicas:
- Alimentación y espaciamiento del producto
Los productos se transfieren a la cinta transportadora de entrada y se disponen con una separación o paso controlado.
- Desenrollado y guiado de la película
La película se extrae del rollo y se guía a través de rodillos y dispositivos de seguimiento que estabilizan su movimiento.
- Película que se forma alrededor del producto
La película pasa a través de una caja formadora, donde envuelve el producto en movimiento y se convierte en un tubo.
- Sellado longitudinal
Los bordes superpuestos de la película se sellan para cerrar el tubo a lo largo de toda su longitud.
- Sellado y corte de extremos
Las mordazas de sellado giratorias o de movimiento de caja crean los sellos delantero y trasero de cada paquete y los separan.
- Descarga del paquete terminado
Los paquetes sellados salen de la máquina y pasan a las fases de inspección, codificación, empaquetado en cajas o embalaje en cajas.
Esto parece sencillo, pero cada etapa depende de una sincronización precisa. La máquina debe ajustar la velocidad del producto, la velocidad de alimentación de la película, el tiempo de sellado y la posición de corte con una tolerancia mínima a la desviación.
2. Suministro de productos: Por qué un flujo de productos estable es más importante de lo que muchos compradores creen.
Para la mayoría de los usuarios, la primera parte visible de la máquina es la entrada de producto. En realidad, esta es también una de las secciones más importantes. Una envasadora flow-wrap no corrige la presentación irregular del producto ; su funcionamiento depende de que los productos lleguen de forma predecible.
El sistema de alimentación suele incluir cintas transportadoras, empujadores, dispositivos de separación o cadenas de sujeción que ayudan a posicionar los productos antes de que entren en el tubo de película. El diseño exacto depende del producto. Las galletas rígidas, las barras de chocolate y el jabón suelen manipularse con relativa facilidad. El pan blando, los pasteles pegajosos, las empanadillas congeladas o los productos irregulares requieren una manipulación más cuidadosa y, en ocasiones, sistemas de alimentación o alineación específicos.
Por eso, muchos problemas de producción que parecen ser de sellado o corte se deben en realidad a una mala estabilidad en la alimentación. Si los productos llegan demasiado juntos, demasiado separados, inclinados o apilados incorrectamente, la máquina no puede lograr un sellado y un corte uniformes. Si los productos se rompen durante la transferencia, pueden entrar migas o fragmentos en la zona de sellado y provocar fugas.
Por este motivo, un sistema de alimentación automática estable suele ser tan importante como la propia envolvedora. Si desea relacionar este artículo con la planificación general de la línea de producción, un enlace interno natural es «Equipos auxiliares para líneas de envasado automáticas: alimentación, pesaje, inspección e impresión», ya que una buena alimentación y un correcto almacenamiento en búfer son fundamentales para un rendimiento estable del envasado flow-wrap.
3. Desenrollado de la película y control de la tensión: El inicio de la uniformidad del empaque.
Al mismo tiempo que los productos avanzan, la película de embalaje también debe moverse de forma estable y predecible. El rollo de película se monta en una sección de desenrollado, y la máquina la arrastra a través de rodillos guía, componentes de control de tensión y, en ocasiones, sistemas de registro antes de que llegue a la caja de formación.
Esta parte del proceso es más importante de lo que parece. Si la tensión de la película es inestable, la máquina puede producir paquetes arrugados, bolsas de longitud irregular, impresión desplazada o sellos inestables. Si la película se desplaza demasiado hacia un lado, el sello longitudinal puede moverse o el sello final puede verse irregular.
La manipulación de la película es especialmente delicada al usar película impresa, ya que la máquina suele depender de un sensor de registro para detectar las marcas de identificación impresas. Estas marcas le indican a la máquina dónde debe comenzar y terminar cada paquete visualmente. Si la película se estira de forma irregular, si el contraste del sensor es deficiente o si el seguimiento es inestable, la posición de corte puede variar y el diseño de impresión ya no coincidirá con el paquete.
Por eso, siempre se debe probar una envasadora flow-wrap con la película que el cliente piensa usar , y no solo con una película de demostración lisa y genérica. El principio de funcionamiento real implica la interacción entre la máquina y el material de embalaje.

4. Formación de la película: Cómo entra el producto en el tubo de película.
Una vez estabilizada la película, pasa por la caja de conformado. La función de la caja de conformado es plegar la lámina de película plana alrededor del producto para formar un tubo. Al mismo tiempo, el producto continúa moviéndose por el centro de este túnel de película recién formado.
Este proceso de conformado puede parecer mecánico y pasivo, pero influye notablemente en el aspecto final del envase. La geometría de la caja de conformado, la fricción entre la película y las superficies de conformado, la rigidez de la película y la alineación afectan a que la película se enrolle de forma uniforme o desarrolle marcas de tensión y arrugas antes del sellado.
Una configuración de conformado inadecuada puede provocar defectos recurrentes, incluso si la temperatura, la presión y los ajustes de corte parecen correctos. Por eso, la conformabilidad forma parte del principio de funcionamiento real, no es solo un detalle técnico menor.
5. Sellado longitudinal: Cierre del tubo de película
Una vez que la película se ha formado en forma de tubo, la máquina crea el sello longitudinal, también llamado sello de aleta o sello posterior, según el tipo de envase. Este sello cierra el envase a lo largo y transforma la envoltura de película abierta en un tubo cerrado alrededor del producto.
El sellado longitudinal se realiza normalmente mediante ruedas o correas de sellado calentadas que aplican presión y temperatura mientras la película está en movimiento. El objetivo es fusionar las capas de la película de forma uniforme sin quemarlas, deformarlas ni sellarlas parcialmente.
Esta etapa ya demuestra por qué el principio de funcionamiento es importante. La calidad del sellado depende de algo más que el calor. Depende de:
- estructura de la película y capa selladora
- consistencia de la presión
- tiempo de contacto de sellado
- limpieza de la película
- velocidad de línea
Si la película tiene una capa de sellado inadecuada o si su tensión es inestable, es posible que el sellado longitudinal no se forme correctamente. Si el producto desprende aceite, polvo o migas que se introducen en la zona de sellado, este puede parecer correcto al principio, pero fallar posteriormente.
6. Sellado y corte de los extremos: Donde realmente se pone a prueba el rendimiento del envasado flow wrap.
Una vez completado el sellado longitudinal, la máquina crea sellos en los extremos entre los productos y separa los paquetes. Esta suele ser la parte más crítica del proceso, ya que determina la apariencia del paquete, la resistencia del sellado y el rendimiento de la máquina a velocidad de producción real.
En la mayoría de las máquinas de envasado flow-wrap, el sellado de los extremos se realiza de dos maneras:
- Sellado del extremo rotatorio
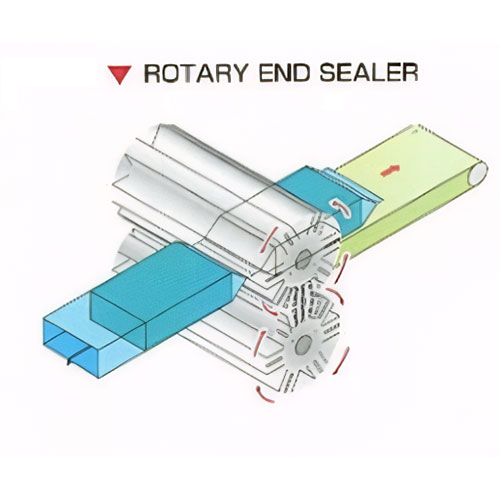
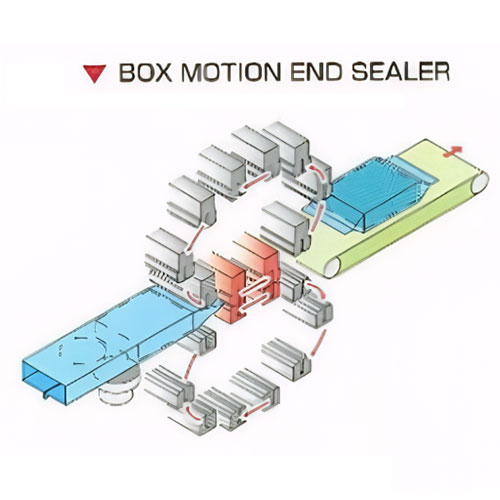
- Sellado de extremo con movimiento de caja (alternativo)
En una envasadora rotativa, las mordazas de sellado giran continuamente. Esto hace que el sistema sea ideal para una producción estable, continua y de alta velocidad. Cuando el paso del producto es uniforme y la manipulación de la película es estable, el movimiento rotatorio puede ofrecer una producción de envasado muy eficiente.
En una envasadora flow-wrap de movimiento de caja, las mordazas de sellado se mueven con el producto durante la fase de sellado y luego regresan a su posición original. Esto aumenta el tiempo efectivo de sellado y, a menudo, proporciona un sellado más preciso para ciertos tipos de películas, productos y requisitos de presentación. Resulta especialmente relevante cuando los usuarios valoran mucho la apariencia del sellado, un mayor control sobre películas difíciles o condiciones de producto más exigentes.
Lo importante no es simplemente que uno sea " más rápido " y el otro " mejor " . La verdadera pregunta es: ¿qué tipo de movimiento ofrece el sellado óptimo para su película, producto, velocidad y requisitos de calidad? Por eso, un artículo comparativo independiente, como el de Envolvedoras de Flujo Rotativas vs. de Movimiento de Caja: Velocidad, Control de Película y Calidad de Sellado, pertenece a la sección de tipos de máquinas como una página de decisión orientada al comprador, mientras que este artículo explica el principio de funcionamiento de ambos.
7. ¿Por qué se producen los problemas de sellado?: El principio que explica los defectos comunes.
Una de las razones por las que los compradores buscan información sobre el principio de funcionamiento de las máquinas de envasado flow-wrap es que intentan comprender por qué fallan en la práctica. La mayoría de los defectos comunes se pueden atribuir directamente a alguna de las secciones del proceso descritas anteriormente.
arrugas
Las arrugas suelen deberse a una tensión inestable de la película, una mala alineación durante el conformado, una configuración incorrecta de la trayectoria de la película o inestabilidad en el seguimiento. Pueden aparecer antes del sellado, pero solo se hacen visibles después del sellado y el corte.
Registro erróneo
Cuando el diseño impreso no coincide con la posición de corte o sellado, el problema suele deberse a una desviación en el registro de la película. Las causas comunes incluyen una tensión inconsistente, una detección de marcas inestable o un deslizamiento entre el movimiento de la película y la lógica de corte.
Sellos con fugas
Las fugas en los sellos de extremo o longitudinales suelen deberse a una energía de sellado insuficiente o inconsistente, una mala alineación de las mordazas, una falta de coincidencia en la película o la contaminación del sello por fragmentos del producto, aceite o polvo.
Producto sellado
Si el producto o las migas entran en la zona de sellado final, la causa principal suele ser un espaciado inestable del producto, una mala sincronización o un diseño de transferencia deficiente , y no simplemente la temperatura de sellado.
Longitud de la bolsa inconsistente
La longitud desigual de las bolsas suele ser consecuencia de variaciones en el paso de impresión, una alimentación inestable de la película o una sincronización incorrecta entre el seguimiento de las marcas y el corte.
Por lo tanto, el principio de funcionamiento no es solo teoría. Explica directamente los problemas reales que surgen en la producción.
8. Por qué el rendimiento del encapsulamiento de flujo depende de la sincronización
Si hay una palabra que resume mejor el principio de funcionamiento de una máquina de envoltura de flujo, es sincronización. La máquina solo funciona correctamente cuando todos los elementos móviles trabajan juntos:
- El espaciado del producto debe coincidir con la sincronización de las mordazas.
- La alimentación de la película debe coincidir con la longitud de la bolsa y la lógica de registro.
- El sellado debe coincidir con la velocidad de la línea y el comportamiento del material.
- El corte debe coincidir con la posición del producto y la ubicación de la impresión.
Aquí es donde el control servo moderno cobra valor. Los sistemas servo permiten que la máquina coordine múltiples movimientos con mayor precisión y adapte las recetas con mayor facilidad durante los cambios de formato. Sin embargo, el servo en sí no es mágico. Una máquina con excelentes accionamientos pero con poca estabilidad de entrada, una película incorrecta o contaminación del sellado seguirá funcionando mal. La verdadera estabilidad proviene de un sistema equilibrado.
Si desea crear enlaces internos más profundos a partir de este pilar, las páginas técnicas mejor conectadas serían:
- La ciencia que hay detrás de la tecnología de sellado en las máquinas de envasado.
- Temperatura, presión y tiempo de permanencia en el sellado térmico.
- Seguimiento fotoeléctrico y registro de película en el embalaje automatizado.
- Control de movimiento en máquinas de envasado: sistemas servomecánicos frente a sistemas mecánicos
Cada una de estas páginas explica con mayor profundidad técnica un aspecto del principio de envoltura de flujo.
9. Lo que los compradores deben aprender del principio de funcionamiento
Para los compradores, el valor de comprender este principio es práctico. Ayuda a responder preguntas como:
- ¿Por qué una máquina es más estable que otra?
- ¿Por qué la misma máquina funciona de manera diferente con distintas películas o productos?
- ¿Por qué algunos productos necesitan mejores sistemas de alimentación?
- ¿Por qué la calidad del sellado depende de algo más que la temperatura?
- ¿Por qué los cambios de producción afectan tanto al rendimiento?
En otras palabras, el principio de funcionamiento ayuda a juzgar si una máquina es realmente adecuada , y no solo si el folleto tiene un aspecto impresionante.
Este artículo forma parte de la serie de conocimientos sobre embalaje de Soontrue. Para obtener una guía más completa sobre la selección de máquinas, consulte la Guía completa para máquinas de embalaje tipo almohada: selección y escenarios de aplicación.
Artículos de conocimiento relacionados
- Guía completa para máquinas de empaquetado de almohadas: selección y escenarios de aplicación.
- Envolvedoras rotativas frente a envolvedoras de flujo con movimiento de caja: velocidad, control de la película y calidad del sellado.
- Guía de selección de películas para envasado flow wrapper: OPP, PE, papel y películas sostenibles
- Defectos comunes y solución de problemas en el envasado flow wrap (arrugas, desalineación, fugas en los sellos)
- Equipos auxiliares para líneas de envasado automáticas: alimentación, pesaje, inspección e impresión.
- La ciencia que hay detrás de la tecnología de sellado en las máquinas de envasado.
- Seguimiento fotoeléctrico y registro de película en el embalaje automatizado.
Preguntas frecuentes
P1. ¿Cuál es el principio de funcionamiento básico de una máquina de envasado flow-wrap?
Una envasadora flow-wrap alimenta continuamente los productos y la película, forma con la película un tubo alrededor del producto, crea un sellado longitudinal, sella los extremos entre los productos, corta los paquetes y descarga los paquetes terminados.
P2. ¿Por qué una envasadora flow-wrap necesita un espaciado estable entre los productos?
Dado que el sellado y el corte de los extremos dependen de la posición del producto, si el espaciado entre los productos no es uniforme, la máquina puede generar posiciones de corte incorrectas, problemas con el producto dentro del sello o atascos.
P3. ¿Qué causa los problemas de registro de impresión en el proceso de envoltura de flujo?
Los problemas de registro de impresión suelen deberse a una tensión inestable de la película, un seguimiento deficiente de la película, una configuración incorrecta del sensor o una sincronización deficiente entre la alimentación de la película y el corte.
P4. ¿Envolvedora rotativa o de flujo continuo? ¿Cuál es mejor?
Ninguna opción es universalmente mejor. El sistema rotativo suele ser robusto para una producción continua y fluida a alta velocidad, mientras que el sistema de movimiento de caja ofrece un contacto de sellado más controlado y una mayor tolerancia para ciertos productos y películas. La elección correcta depende de la aplicación.
P5. ¿Por qué se producen fugas en las juntas incluso cuando la temperatura de la máquina es lo suficientemente alta?
La calidad del sellado depende de la temperatura, la presión, el tiempo de permanencia, la compatibilidad de la película, la alineación de las mordazas y la limpieza de la zona de sellado. El calor por sí solo no garantiza un sellado eficaz.