
Cómo funcionan las máquinas de envasado: principios básicos y tecnologías de automatización
Centro de conocimientos sobre embalajes

Si busca soluciones de automatización de embalajes, póngase en contacto con nosotros y estaremos encantados de ofrecerle la solución más personalizada.
Las máquinas de envasado modernas pueden parecer muy diferentes a simple vista. Una máquina de envasado flow wrap mueve los productos horizontalmente a través de una película. Una máquina VFFS forma bolsas verticalmente a partir de un rollo de película. Una máquina de envasado de bolsas prefabricadas abre y llena bolsas listas para usar. Una estuchadora carga los productos en cajas, mientras que una formadora de cajas , una encajadora y un paletizador robótico completan el proceso final de la línea . Sin embargo, a pesar de estas diferencias, la mayoría de los sistemas de envasado automatizados se basan en la misma lógica de ingeniería: deben controlar el flujo de producto, el flujo de material, la sincronización, el movimiento, la energía de sellado y la verificación de calidad de forma sincronizada y repetible.
Por eso, comprender el funcionamiento de las máquinas de envasado es valioso no solo para los ingenieros, sino también para los compradores, los gerentes de planta y los equipos de operaciones. Si se comprenden los principios fundamentales de la automatización del envasado, se pueden seleccionar mejor las máquinas, diagnosticar problemas con mayor precisión y diseñar líneas de envasado más estables, eficientes y escalables.
En su nivel más básico, una máquina de envasado resuelve un problema sencillo: cómo introducir un producto en un envase, cerrarlo de forma fiable y hacerlo de forma continua con un mínimo de desperdicio, un tiempo de inactividad mínimo y una calidad constante. Sin embargo, en la práctica, este objetivo tan simple depende de una combinación de diseño mecánico, servocontrol, gestión de la temperatura, tecnología de sensores, precisión de dosificación e integración en la línea de producción. Una máquina solo funciona correctamente cuando todos estos sistemas trabajan conjuntamente.
La lógica universal que subyace a la mayoría de las máquinas de envasado.
Aunque las estructuras de las máquinas varían, la lógica de funcionamiento de la mayoría de los sistemas de envasado puede entenderse como una secuencia de funciones comunes: alimentación, posicionamiento, formado, llenado o carga, sellado, corte o cierre, inspección y descarga. En algunas máquinas, estas funciones se realizan de forma continua y lineal. En otras, se realizan estación por estación. Pero la lógica sigue siendo la misma: la máquina debe controlar qué entra, qué se mueve, qué se cierra y qué sale.
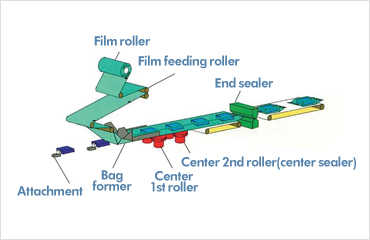
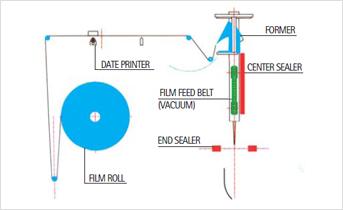
Una envasadora flow-wrap, por ejemplo, alimenta los productos en línea horizontal, los envuelve en film, crea un sellado de aleta y sellos de extremo, los corta en paquetes y los descarga. Una máquina VFFS desenrolla el film, lo forma en un tubo alrededor de un collar de formación, dosifica el producto en el tubo, sella horizontal y verticalmente, corta la bolsa y la libera. Una máquina de bolsas prefabricadas indexa las bolsas a través de una serie de estaciones: recogida, apertura, llenado, sellado y descarga de bolsas. Una estuchadora arma las cajas, carga los productos, cierra las solapas y las transfiere. Una empacadora de cajas agrupa los productos en cajas, y un paletizador robótico apila esas cajas según un patrón programado.
Así pues, cuando preguntamos "¿Cómo funcionan las máquinas de envasado?", la respuesta no es un único mecanismo, sino una secuencia coordinada de funciones mecánicas y de control que transforman un flujo de materia prima inestable en un producto estandarizado.
Control del flujo del producto: La primera condición de estabilidad
Antes de que se pueda realizar el sellado, el corte o la codificación, el producto debe llegar a la máquina de forma estable y predecible. Aquí es donde el control del flujo del producto se convierte en el primer principio fundamental de la automatización del envasado. Muchos problemas de envasado que parecen ser "fallos de la máquina" en realidad se deben a una alimentación inestable del producto, una orientación irregular, un espaciado inadecuado, un almacenamiento en búfer inconsistente o aumentos repentinos en el suministro de producto.
Los distintos productos plantean diferentes desafíos. Las galletas pueden astillarse o superponerse. El pan puede deformarse. Los alimentos congelados pueden aglomerarse. Los polvos pueden formar puentes o fluctuar. Los líquidos pueden salpicar o generar espuma. Por ello, los sistemas de envasado eficaces dependen de tecnologías de apoyo como cintas transportadoras, alineadores, alimentadores vibratorios, cintas transportadoras sincronizadas, secciones de almacenamiento intermedio, sistemas de distribución y unidades de dosificación para estabilizar el flujo de entrada antes de que comience el proceso de envasado principal.
Si el flujo del producto no es estable, el resto de la máquina no puede mantenerse estable. Los sellos pueden caer sobre el producto, las bolsas pueden llenarse de forma insuficiente o excesiva, la impresión puede desalinearse y los sistemas de rechazo automático pueden activarse con más frecuencia de la necesaria. Por eso, la manipulación del producto no es una cuestión secundaria, sino uno de los pilares fundamentales del rendimiento de la máquina de envasado.
Control del flujo de materiales: películas, bolsas, cajas y estuches.
Si el flujo de producto es el primer aspecto de la ecuación, el flujo de material de embalaje es el segundo. Las máquinas de embalaje no solo mueven el producto, sino que también mueven y controlan materiales de embalaje como film en rollo, bolsas prefabricadas, cajas, láminas de cartón corrugado, etiquetas o cintas adhesivas. Estos materiales deben colocarse con precisión, tensarse correctamente y entregarse en el momento justo.
En sistemas basados en film, como las máquinas flow wrapers y VFFS, el flujo de material depende en gran medida de un desenrollado estable del film, la tensión de la banda, el seguimiento lateral, el registro de impresión y la interacción correcta con los componentes de formación. Cuando la tensión del film fluctúa, la máquina puede producir arrugas, sellos torcidos, desplazamientos en la posición de impresión o longitudes de bolsa inconsistentes. En los sistemas de bolsas prefabricadas, el desafío se centra en la recogida, separación, consistencia de apertura y control de las pinzas de las bolsas. En los sistemas de encartonado y de final de línea, las cajas y los estuches deben montarse y transferirse con una geometría repetible para que la carga y el sellado posteriores se mantengan precisos.
Esto explica una realidad importante en la automatización del envasado: la estabilidad de muchas máquinas depende de la calidad de los materiales que procesan. Un buen diseño de la máquina es fundamental, pero también lo son la calidad del film, la consistencia de la bolsa, la rigidez del cartón, las tolerancias del cartón ondulado y la calidad de la etiqueta. Una máquina de envasado siempre interactúa con un sistema de materiales, no solo con un producto.
Control de movimiento: Por qué la sincronización es el verdadero motor
El control de movimiento es fundamental en los sistemas de envasado modernos. Una máquina puede tener docenas de elementos móviles: cintas transportadoras, correas de tracción, mordazas de sellado, empujadores, cortadores, indexadores, brazos robóticos y cabezales de llenado. Estos movimientos deben estar sincronizados para que cada acción se produzca en la posición y el momento precisos.
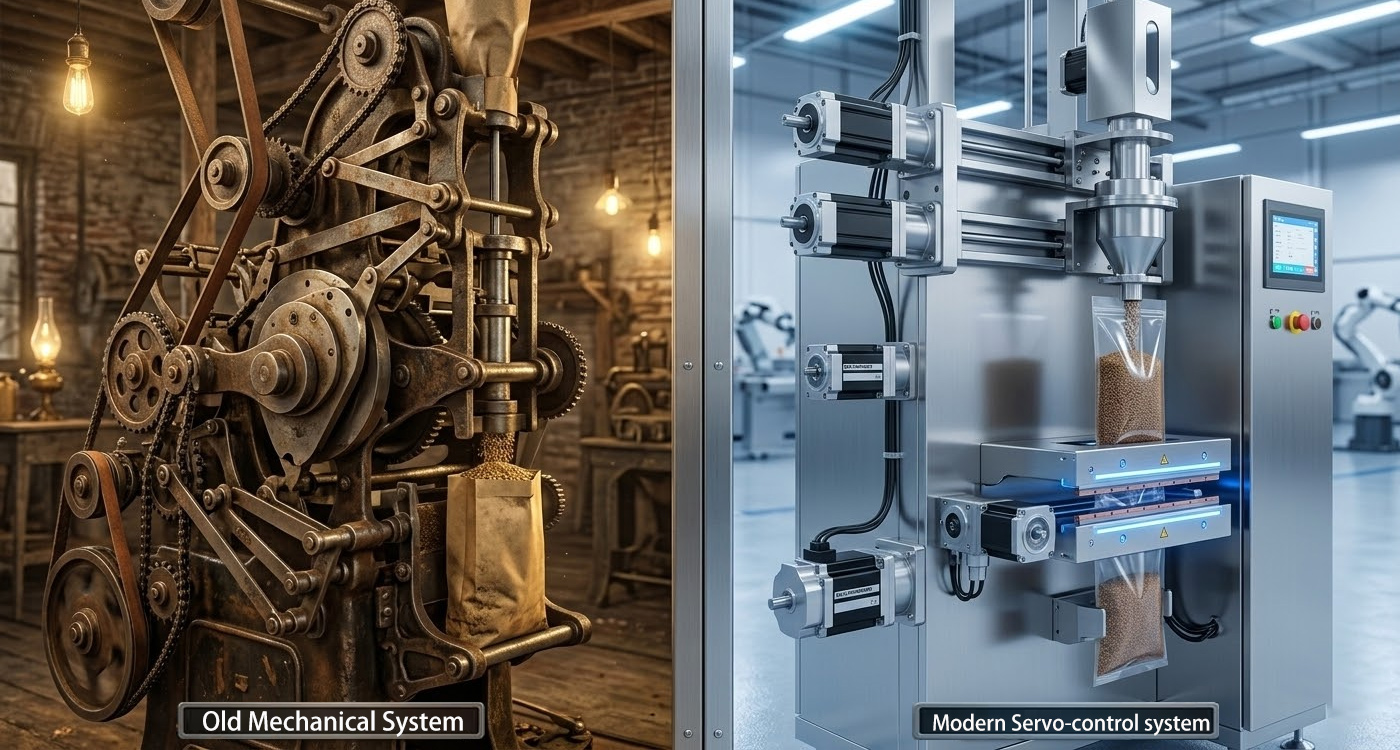
Los sistemas más antiguos solían depender en mayor medida de levas, cadenas, mecanismos mecánicos y sincronización neumática. Muchos de estos sistemas siguen siendo útiles y fiables en las aplicaciones adecuadas. Sin embargo, los equipos de envasado modernos dependen cada vez más del control de movimiento servo, ya que permite una mayor flexibilidad, una mayor precisión, un cambio de formato más sencillo y una mejor sincronización entre ejes. El control servo resulta especialmente útil cuando las máquinas deben procesar múltiples referencias, gestionar un posicionamiento más preciso o integrarse con la automatización basada en recetas.
Pero el servocontrol por sí solo no garantiza un buen rendimiento. Una buena automatización del empaquetado depende de la interacción entre la rigidez mecánica, la lógica del software, la retroalimentación de los sensores y el ajuste del movimiento. Una máquina con accionamientos avanzados pero con una estructura débil o una programación de control deficiente puede tener un rendimiento inferior al de una máquina más sencilla con una mecánica bien equilibrada. Por eso, una evaluación técnica rigurosa debe considerar el sistema de movimiento completo, no solo si la máquina está "accionada por servocontrol".
Tecnología de sellado: temperatura, presión y tiempo de permanencia
Uno de los principios más importantes en la maquinaria de envasado es el sellado. Si el envase no se sella correctamente, el resto del proceso se ve afectado. El aspecto del envase puede ser deficiente, la vida útil puede acortarse, el riesgo de contaminación puede aumentar y los clientes pueden rechazar el producto.
En los sistemas de termosellado, la máquina debe controlar tres variables simultáneamente: temperatura, presión y tiempo de aplicación. La temperatura proporciona la energía necesaria para activar la capa de sellado. La presión garantiza el contacto con el material. El tiempo de aplicación determina la duración de la energía. Si alguna de estas variables se encuentra fuera del rango correcto, los sellos pueden resultar débiles, deformados, quemados o inconsistentes.
El desafío del sellado se vuelve más complejo cuando aumenta la velocidad de producción o cuando el producto contamina la zona de sellado. Migas, polvos, aceites, líquidos o fragmentos pueden interferir con la integridad del sellado, incluso cuando los ajustes nominales de la máquina parecen correctos. Por ello, el rendimiento real del sellado depende de más factores que la temperatura de las mordazas que se muestra en la pantalla. También depende de la estructura de la película, la alineación de las mordazas, la manipulación del producto, el ritmo de la máquina y la estabilidad ambiental.
Las distintas categorías de máquinas aplican este principio de diferentes maneras. Una envasadora flow-wrap puede utilizar sellado rotatorio o sellado por movimiento de caja. Una máquina VFFS puede utilizar lógica de sellado intermitente o continuo. Una máquina de bolsas prefabricadas puede utilizar múltiples estaciones de sellado para una mayor fiabilidad. Los sistemas de sellado de final de línea pueden utilizar cinta adhesiva o pegamento termofusible. Los materiales y el movimiento difieren, pero el principio sigue siendo el mismo: un cierre fiable depende de una energía controlada y una sincronización precisa.
Dosificación y llenado: la precisión es una cuestión tanto técnica como económica.
En muchas líneas de envasado, una de las tecnologías clave más subestimadas es el sistema de dosificación. Los compradores suelen centrarse en la embolsadora o envolvedora principal, pero la calidad real del producto final depende en gran medida del equipo que determina la cantidad de producto que entra en cada envase.
Las pesadoras multicabezal, las pesadoras lineales, las llenadoras de tornillo sin fin, las llenadoras volumétricas de vasos, las llenadoras de bomba y las llenadoras de pistón resuelven el mismo problema fundamental: dosificar el producto con precisión. Sin embargo, lo hacen utilizando principios diferentes. La elección correcta depende de la fluidez del producto, la consistencia de la densidad, la velocidad requerida, las necesidades de limpieza y el desperdicio aceptable.
Un llenado inadecuado genera diversos problemas posteriores: el exceso de llenado aumenta los costos, la falta de llenado provoca quejas, el flujo inestable del producto contamina la zona de sellado y una dosificación lenta puede ralentizar toda la máquina. Por ello, la tecnología de dosificación debe considerarse en un apartado de principios, y no solo en un artículo sobre equipos auxiliares. Es uno de los mecanismos clave que determina el rendimiento general de la línea.
Sensores, sistemas de registro y retroalimentación
Las modernas máquinas de envasado dependen de la retroalimentación de los sensores para mantener la estabilidad. Los sensores detectan las marcas de registro en la película, confirman la presencia de la bolsa, controlan la ubicación del producto, verifican la apertura de la caja, detectan la posición de la caja y activan los rechazos. Sin una retroalimentación fiable, incluso los mecanismos mejor diseñados no pueden mantener un funcionamiento constante a alta velocidad.
Un ejemplo común es el seguimiento fotoeléctrico en aplicaciones de impresión de películas. El sensor lee las marcas de registro para que la máquina sepa dónde cortar y sellar con respecto al diseño. Si el sensor no se lee correctamente, si el contraste de impresión es deficiente o si la tensión de la película varía, aparecen errores de registro de inmediato. Se aplica una lógica similar en toda la línea de producción: cuanto más precisa sea la detección y más clara la respuesta del control, más estable será el sistema.
Los sensores no sustituyen un buen diseño mecánico, pero posibilitan una automatización precisa. En las líneas de envasado modernas, la calidad depende cada vez más de la combinación del movimiento mecánico con la retroalimentación inteligente.
Inspección y verificación de calidad como parte del proceso
Los equipos de inspección, como las básculas de control, los detectores de metales y los sistemas de rayos X, a veces se consideran un complemento opcional, pero en realidad son una parte integral del proceso de envasado. Una vez envasado el producto, la línea debe verificar que se cumplan los estándares de peso, integridad y contaminación. Si la inspección no se integra correctamente, un buen envasado puede generar problemas en el mercado, el rechazo por parte de los minoristas o riesgos regulatorios.
Los sistemas de inspección deben ubicarse en zonas donde el flujo de producto sea estable y la lógica de rechazo funcione correctamente. En otras palabras, la verificación de calidad no está separada de los principios de la máquina, sino que forma parte de la misma lógica de automatización. Las máquinas de envasado no son simples dispositivos de conformado; son sistemas controlados que producen y verifican el resultado simultáneamente.
Desde una sola máquina hasta una línea de envasado completa
La lección más importante que se desprende de todos estos principios es que las máquinas de envasado no deben considerarse unidades aisladas. Una línea de producción es tan eficiente como la interacción entre su sistema de alimentación, la máquina de envasado, los equipos auxiliares, los dispositivos de inspección y la automatización posterior. Una envasadora flow-wrap con una alimentación deficiente no funcionará correctamente. Una máquina VFFS con un sistema de dosificación incorrecto no mantendrá la precisión. Un paletizador robótico con una calidad de cajas inestable en la etapa previa no generará palés estables.
Por eso, los equipos de ingeniería evalúan cada vez más no solo la máquina, sino también la arquitectura del sistema que la rodea. El flujo de producto, el flujo de materiales, el control de movimiento, el espacio de sellado, la lógica de los sensores y la ubicación de la inspección interactúan entre sí. Los mejores resultados de envasado se obtienen al tratar la línea como un entorno de automatización sincronizado.
Este artículo forma parte de la serie de conocimientos sobre embalaje de Soontrue. Para comparaciones entre tipos de máquinas y contenido específico sobre aplicaciones, consulte Clasificación y aplicaciones de las máquinas de embalaje.
Artículos de conocimiento relacionados
- Clasificación y aplicaciones de las máquinas de envasado
- Principio de funcionamiento de las máquinas de envasado flow wrap: Cómo funcionan las máquinas de envasado flow wrap horizontales
- Principio de funcionamiento de las máquinas de formado, llenado y sellado vertical (VFFS)
- Principio de funcionamiento de las máquinas de envasado en bolsas prefabricadas
- La ciencia detrás de la tecnología de sellado en las máquinas de envasado
- Control de movimiento en máquinas de envasado: sistemas servomecánicos frente a sistemas mecánicos
- Equipos auxiliares para líneas de envasado automáticas: alimentación, pesaje, inspección e impresión.
Preguntas frecuentes
P1. ¿Cuál es el principio básico común a la mayoría de las máquinas de envasado?
La mayoría de las máquinas de envasado controlan el flujo del producto y del material de embalaje en una secuencia sincronizada que forma, llena, sella y descarga los paquetes de forma repetible.
P2. ¿Por qué las máquinas de envasado a menudo no alcanzan su velocidad nominal en las fábricas reales?
Debido a que la producción real implica una alimentación inestable del producto, materiales variables, contaminación, cambios frecuentes y ajustes inconsistentes del operador, es más fácil lograr una velocidad teórica que una producción estable y sostenida.
P3. ¿El control servo siempre es mejor que los sistemas mecánicos?
No automáticamente. Los sistemas de servocontrol mejoran la flexibilidad y la sincronización, pero el rendimiento real depende de la combinación completa de estructura, lógica de control, ajuste y adecuación a la aplicación.
P4. ¿Qué causa con mayor frecuencia los problemas de sellado?
Los problemas de sellado suelen deberse a una temperatura, presión o tiempo de permanencia incorrectos, a zonas de sellado contaminadas, a materiales inestables o a una mala alineación de la máquina.
P5. ¿Por qué es tan importante la tecnología de dosificación en la automatización del envasado?
Una dosificación imprecisa o inestable afecta la pérdida de producto, la calidad del sellado, la velocidad y la uniformidad en las etapas posteriores del proceso. El rendimiento del llenado suele determinar si toda la línea es rentable.
P6. ¿Los sistemas de inspección deben considerarse parte del diseño de la máquina o simplemente accesorios?
Deben considerarse parte del sistema de automatización general, ya que la verificación de la calidad, la lógica de rechazo y la integración de la línea afectan directamente a la fiabilidad de la producción.